厚板料折弯开裂影响因素分析
文 /姚文博,王红伟,孙娜娜·一拖(洛阳)福莱格车身有限公司
板料的折弯工艺是目前钣金柔性加工工艺的重要组成部分,折弯后R角处质量直接影响到产品寿命,因此此部位往往是品控的重要关注点。因为折弯用到的折弯机要生产不同料厚的产品,所以只能通过采购不同R角的折弯刀来实现公司产品的全覆盖,这就导致产品实际的折弯R角经常性的与产品图不符,直接影响到折弯后R角处的质量。
以我司为例,折弯用R刀仅有R1、R3两种规格,在生产厚板料零件的时候经常性发生R角处小裂口和变形的质量缺陷,直接影响到产品寿命和交付。同时毛坯料断面质量的好坏,也对折弯后R角处质量有着较大的影响。
过程探讨
断面质量
我司折弯用毛坯生产有两种方式:剪切下料和激光切割下料。其中分别对应不同的毛坯种类,以下将以毛坯准备的最低成本,分别举例说明。
(1)剪切下料。主要用于规则毛坯料的下料,如矩形毛坯、方形毛坯、直角梯形毛坯等,如图1所示。

图1 规则毛坯料

图2 异形毛坯料
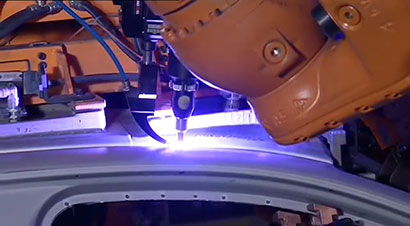
(2)激光下料。主要用于无法剪切的异形毛坯料的下料,如图2所示。
不同的下料方式,毛坯的断面质量不同,激光下料断面质量相对较好,正常情况下不会出现毛刺等影响折弯的质量缺陷,但是剪切下料受到工艺本身的限制,断面在不同时间段受力方式不同,最终产生的断面质量与激光下料相比,质量较差。剪切下料钢板变形过程如图3所示。

图3 断面变形过程

图4 剪切时钢板受力分析
图4为受力分析图。上刀板下行与板料接触时,材料受到上、下刀板端面Fp和Fd的压力作用,使作用力点间的材料产生剪切变形。由于上、下刀板间有间隙存在,Fp和Fd不在同一直线上,所以材料受有弯矩M,进而使材料翘曲(穹弯)。材料向上刀板侧面靠近,上刀板端面下的材料被迫压进刀板间隙,材料受到刀板横向侧压力F1和F2的作用,再加上受到刀板端面和侧面摩擦力μF1和μF2作用,产生横向挤压变形。这一系列力的相互作用,最终导致剪切后材料断面质量下降,实物如图5、图6所示。

图5 剪切后断面质量

图6 激光下料断面质量

图7 激光下料毛坯折弯后状态

图8 剪切下料毛坯折弯后状态
从两种下料方式准备的毛坯料各选一件进行折弯,以对比不同断面质量折弯后的效果,结果如图7、图8所示。
从图中可以看出,激光切割后的毛坯料在折弯后,R角处变形平滑,无明显的质量缺陷;但与之相反,剪切下料毛坯料折弯后,一侧R角质量较好,另一侧已经出现小裂口,两种下料方式折弯后质量差异较大,因此针对剪切下料折弯后开裂进行原因分析。
受到剪切工艺本身的局限,在剪切后,不仅断面质量相对较差,每张毛坯料两端的毛刺方向不一致,从图4中可以看出,毛坯料剪切后,下刀板上留下的材料其断面毛刺方向是向下;上刀板对应的毛坯料处断面毛刺方向是向上。一张毛坯料两端不同的毛刺方向就导致了折弯过程中,毛刺在内R处的一侧质量相对较好;而毛刺在外R处的一侧就有较大几率出现小裂口。
从以上分析可以看出,毛坯料的断面质量对折弯后R角处质量有着较大的影响,如果采用的是剪切下料,要尽可能的减小剪切后毛坯料的毛刺高度,必要时,在折弯前,将一侧毛刺进行打磨处理,以减少折弯后开裂的产生。
最小弯曲半径
从图7、图8可以看出,折弯时的变形区主要发生在圆角部分,直线部分可以视为不产生塑性变形,在变形区,内侧金属纤维受到压缩而缩短,外侧金属纤维受拉伸而伸长。
由此可以看出,折弯半径越小,变形区的外侧表面层纤维的拉伸变形程度越大,若超过材料的最大许可变形程度,即容易产生裂纹,造成废品。因此必须控制变形区的拉伸变形,而拉伸变形的大小主要取决于相对弯曲半径r/t。由相对弯曲半径,经过计算,可以得出材料的最小弯曲半径,也就是保证折弯后外层不开裂的最小内R。
影响最小弯曲半径的因素主要有两个:材料力学性能和纤维方向。
(1)材料力学性能。
材料塑性好,屈强比和延伸率高,外层纤维允许变形程度就大,允许的最小弯曲半径就小;相反,塑性差的材料,最小弯曲半径相对就大。
(2)纤维方向。
依据现场生产经验,针对同一批板料,顺着纤维方向的塑性指标要高于垂直于纤维方向的塑性指标。因此,折弯线如果垂直于纤维方向,在外层纤维允许的变形程度就大,其允许的最小弯曲半径就小。反之,如果折弯线平行于纤维方向,其外层纤维允许的变形程度就相对会减小,其允许的最小弯曲半径就增大。
因此,制定折弯工艺时,尽可能的使折弯线垂直于毛坯料的纤维方向,对于多向折弯的工件,可使折弯线与毛坯料的纤维方向成一定的角度,以提高变形程度,避免外层纤维开裂。常用材料的最小弯曲半径如表1所示。
表1 常用材料的最小弯曲半径

注:t为材料厚度。
结束语
针对厚板料折弯开裂,本文从断面质量和最小弯曲半径两方面进行了分析说明。经过分析可以得出结论,厚板料折弯不仅要保证断面质量,减少折弯时外R处的毛刺,同时要保证折弯内R要大于毛坯料的最小弯曲半径。





板料的折弯工艺是目前钣金柔性加工工艺的重要组成部分,折弯后R角处质量直接影响到产品寿命,因此此部位往往是品控的重要关注点。因为折弯用到的折弯机要生产不同料厚的产品,所以只能通过采购不同R角的折弯刀来实现公司产品的全覆盖,这就导致产品实际的折弯R角经常性的与产品图不符,直接影响到折弯后R角处的质量。